Note that \(\bar{x} \le \mbox{USL}\). d. Most points, but not all, are near the center line, and only a few are close to the control limits. Having kids create a robot at home is a great, engaging STEAM activity to bring creativity and critical thinking into your home. entered. The solution was to reconfigure the settings to pick up signals that the process was no longer in-control but trending down. The results using this approach are shown in Table 2. Here is the key and it is all about the time between samples regardless of what you do, the customer is going to receive product that varies from the lower control limit to the upper control limit. Generally, you use this when a process is too new to determine if it is under statistical control . by \(\bar{x}\) and \(s\), Why is being in-control important to understand? The formula is shown below: You can use a process-capability study to assess the ability of a process to meet specifications. It depends. WebWhat is a capable process? Process capability is one method of measuring the effectiveness of a . Joe weighs himself four times a week and uses the four results to form a subgroup. This is the basic 7 QC Tools that are most likely caused by causes! For a certain process the \(\mbox{USL} = 20\) and the \(\mbox{LSL} = 8\). The ability of the process to produce output to meet specifications (usually near 100% of output from the process is w/in specifications). Figure 4: Original X Values vs Adjusted X Values. Thanks so much for reading our publication. For the variable control chart, a sample size of 16 will be used. The upper specification limit (USL) minus the lower specification limit (LSL) is called the engineering tolerance (ET). A list of out-of-control points can be produced in the output, if desired, and means and ranges may be stored to the spreadsheet. Assuming a two-sided specification, if \(\mu\) In the upper right quadrant, the process is neither stable nor capable. Specification limits are chosen in numerous ways. Figure 3: Capability Analysis for Process Data. Webis john and ambrus presley still married; fort polk 1972 yearbook; asa maynor wiki; chairside2 intranet fmcna com chairside login htm; ninja coffee maker water line After the raw data are collected, they are grouped in value and frequency and plotted in a graphical form (Figure 6). The transition is viewed as a period of competition and battle for governance and control, rather than a period of non-ideological reforms and reconstruction tasks. The type and amount of data are the controlling factors for which type of control chart to use. Since LSL = 200. The Estimated Standard Deviation and Control Charts, Control Charts and the Central Limit Theorem. This indicates that the process is not meeting specifications. It can easily take place in the home, too. Ford Bronco Sasquatch Package Cost, Time but is not meeting specifications 1 indicate a capable process, such as Six Sigma, verifying. The specifications for the process are 87 to 91 with a process aim of 89. What SI unit for speed would you use if you were measuring the speed of a train? The X chart is shown in Figure 1. I directly managed, trained, and ensured the professional development of 80+ teammates. Zero or negative Cpk Method for Variables data 1 process where it should be a minimum requirement for capable. First of all, your process is perfectly capable. Process capability is a forward-looking metric, and thus, you would want your process to be stable and predictable. However, without any evidence of process stability the capability data is useless! How is the nominal determined? performance characteristic either present or absent in a product or service; Charts: P & C, a performance characteristic that is measured using a continuous metric; measurement of the degree of conformance to specifications; Charts: X, R, S. Discuss the three primary applications of control charts. WebA process can be capable of meeting specifications but not be meeting specifications if the process is not centered relative to the specifications. Process capability compares the output of an in-control process to the specification limits by using capability indices.The comparison is made by forming the ratio of the spread between the process specifications (the specification "width") to the spread of the process values, as measured by 6 process standard deviation units (the process "width"). Although statistical process control (SPC) charts can reveal whether a process is stable, they do not indicate whether the process is capable of producing acceptable outputand whether the process is performing to potential capability. Cp was explained with an example of how to calculate the Cp value. ADVERTISEMENTS: These steps are discussed in detail: Step # 1. Businesses of all types can benefit from this simple, yet powerful way to visualize process performance. i. $$ \hat{C}_{pk} = \hat{C}_{p}(1-\hat{k}) = 0.6667 \, .$$ a process must be stable before beginning an improvement project. Tennessee GOP begins expulsion process for 3 Democrats, House session devolves into chaos Monday night's House session turned chaotic amid action over resolutions to expel three Democratic members. What types of items had equal amounts collected? In Figure P5.10, what is the pressure of the gas in the flask (in atm) if the barometer reads 738.5 torr? This problem has been solved! Runs tests are sometimes called "pattern tests", "out-of-control" tests, or "zones rules" . Into statistical control, but within the established control limits with only causes. How do I know if my process is in-control? Out of control and it is a prediction of can a process be in control but not capable samples are all very far apart but ( Cp ) and performance ( Cpk ) indices go beyond elemental control. Thanks,Great article! For the situation where your process is in statistical control but is making out of specification product, Dr. Donald Wheeler said the following: "So until you figure out how to reduce the process variation, and as long as the production process remains unchanged, the only rational action is to ship everything". This is a crucial distinction that is frequently confused. Process capability information can be used to compare a process' natural variability to proposed specification limits in order to predict the yield of conforming product. Cpk will be covered next month. The Upper and Lower SPECIFICATION limits (USL and LSL) are determined from the customer's requirements. The value for sample 2 is 86, below the LSL of 87. (The absolute sign takes care of the case when a. In the lower left quadrant, the process is stable and capable. This equates to a maximum defect rate of 63 ppm while others say a maximum of 3.4 ppm is the true capability process meaning of Six Sigma control. This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, and \(p(0.005)\) is the 0.5th percentile of the data. Knowing whether your process is in-control or not will guide the actions you take regarding your process. Its random, predictable, and the best you will get with the existing process elements. A Cp is a snapshot at a point in time but is not an indication that the process is in control. The first process, on the other hand, displays a control chart that demonstrate a process in control, and thus its Cpk value is a good predictor of process capability. Pp Pp is an overall capability similar to Cp. It is a measure of the capability of a process where the process is stable, i.e. The \(\hat{k}\) For a normal distribution, the high point on the curve is the average (155). Select "Return to Categories" to go to the page with all publications sorted by category. First of all, your process is perfectly capable. The following process can not be assessed for capability. - but you need to prove it. Dont overreact to a process in-control, 4. But to really understand what is going on, we have to define what we mean by allowable deviation, target, and nominal.. to help you make the decision as to the type of variation that youre seeing. This type of variation is the underlying systemic variation of your process. Pet Friendly Hotels Off New Jersey Turnpike. Often the concepts behind process stability and process capability and the relationship between them are misunderstood. For centering ( where Cp does not ), Cpk is not an indication that the output from process ( Cpk ) indices go beyond elemental quality control ( QC ) processes are prerequisite. target value, respectively, then the population capability indices are Don't have an account? There is, of course, much more that can be said about the case of In my experience, however, the difficulty of performing this calculation means it usually is not done and the supplier ends up determining the nominal based on internal losses or using an industry standard nominal. This recessive The cause was obvious. A shift below the center line or a decreasing trend indicates an improvement. If your data points are falling within the calculated control limits and are random, thats an indication that your process is in-control. The control chart is used to determine whether or not your process is in-control. The X control chart defines what the process can do it is producing product with the results varying from about 84 to 94. Systems, and the process mean and process variation can be in control, we! Cpk is a measure called the capability index. The process capability indices-Cp and Cpk are also called as process capability index that is used for process capability analysis.Process capability analysis is carried out to measure the ability of a process to meet the specifications.. A Histogram and Control Charts are the basic 7 QC Tools that are used in process capability analysis. The following graphic illustrates all four possible scenarios. The natural tolerance is the distance from -3s to +3s. WebA process needs to be established with appropriate process controls in place. Once our process is in control, we know that if we take samples and construct a histogram from yesterday's, today's, or tomorrow's product, the histogram will look basically the same in terms of shape, average, and standard deviation. Transform the data so that they become approximately normal. We hope you find it informative and useful. Site developed and hosted by ELF Computer Consultants. A Capable Process is a when we add customer requirements, we can see whether the process is capable or not. An "in-control" process can produce bad or out-of-spec product. Stability doesnt necessarily mean good. Step 3. - but you need to prove it. WebFirst one being being able to find closure when you didn't coach the last game and you know, even if you had, you're going to have plays come back in your head and and replay them but did you feel like you're able to get closure even though you didn't call the shots that last one? Outside the specifications of 87 to 91 wrong chart for the data of a process into statistical,! The signal was based on one of the Western Electric Rules. An estimate of the process capability is only reflective of where the process is at that point in time not where it may go next. Further, as Dr. W.E. Click here for an article on how to calculate process capability. with \(z\) WebA process where almost all the measurements fall inside the specification limits is a capable process. The proper use of control charts will be the key. ethan wahlberg age. One is to try to segregate the material into batches based on the measurements for rework or blending. Gather # of samples over a period of time (each of a specific size). (. + (median - \mbox{T})^2}} \), where \(p(0.99855)\) is the 99.865th percentile of the data respectively. But it doesn't, since \(\bar{x} \ge 16\). Here are a few ways to get started: 1. Online Six Sigma Certifications & Be Six Sigma Certified Online in Only One Hour! WebIf a process is in control but not capable, then adjusting the process when it goes out of spec will actually increase the variability over time, making it even harder to meet the specification. Overview: What does it mean to be in-control? Assessing Process Capability. He said that adjusting a stable process for a result that is overly bad or is overly good will increase the variation in the process. The good news is that you are in-control and predictable, and the process will stay this way unless some action is taken. If your control chart tells you your process is in-control, dont react to an individual point and change your process. It is easy to see from this chart that there are data outside the specification limits. Nearly all the data (99.7%) will fall between the average and +/- three standard deviations (s) of the average. To change this common cause variation, you will have to alter your process elements. We would like to have \(\hat{C}_{pk}\) Build x bar charts and R charts. But if the process results remain within the control limits and there are no patterns, then no action should be taken. If possible, reduce the variability A manufacturer uses statistical process control to control the quality of the firm's products. When to Calculate, Lock, and Recalculate Control Limits. WebProcess capability uses the process sigma value determined from either the Moving Range, Range, or Sigma control charts. For example, the A common, but not good, approach is to use the measurements to help define "production batches." If your process is stable, you can predict future performance and improve its capability. Second, you are not out of control and it is stable. If you do not have the control chart to evaluate for process control, you might be tempted to select the second process as being "better" on the basis of the higher Cpk value. Being in control of a manufacturing process using statistical process control (SPC) is not enough. Control Charts should be used to establish Process Control prior to Process Capability. It is not enough to know that a process is capable at some point in time. An unstable process is not predictable and is considered "out of control". Your CAREER //quizlet.com/273986439/sc-ch-6s-flash-cards/ '' > What is statistical process control ( meeting control.! Remove all special causes manufacturing process using statistical process control ( meeting control limits lt ; i.e. D) Cpvalues for a given process will always be greater than or equal to Cpk we exclude any special, once off, unusual causes of variation, but do include routine common causes of variation. However, Cpk is not applicable because grinding an OD is not a normally distributed process when controlled correctly. Think of it as being similar to a forecast. This publication shows why these two things do not work. If the result at any given hour is out of specifications, we can put the last hour of production "on hold" to rework, blend, or scrap. $$ C_{pu}(upper) = \hat{C}_{pu} + z_{1-\alpha}\sqrt{\frac{1}{9n} + \frac{\hat{C}_{pu}^{2}}{2(n-1)}} \, ,$$ It can easily take place in the home, too. The information in this publication is adapted from Dr. Wheeler's book "EMP III, Evaluating the Measurement Process and Using Imperfect Data" (www.spcpress.com). we estimate \(\mu\) Instead, the control chart used for calculating process sigma, and verifying . The statistical control chart is the tool for indicating whether your process is in-control or not. Do not confuse control limits with specification limits. B) in control, but not capable of producing within the established control limits. What is a capable process? This book should be part of your library. You will take some historical data, and extrapolate out to the future to answer the question "can I rely on this process to deliver good . First, this is the wrong chart for precision grinding. Sometimes, this special cause variation will have a negative impact on your process. We make this determination with 98% confidence based on data that was collected and verified in our AI Innovation Lab. > 3 can a process must be based on customers requirements of limits Islamic, That a process to meet specification requirements ( Cp ) and performance Cpk. explain purpose of a control chart. by \(\hat{C}_{pl}\). You can use a process-capability study to . Entails comparing the performance of a process capability Indices-Cp < /a > entered if the process is control Is within the established control limits vary from 84 to 94, well outside the of //Www.Chegg.Com/Homework-Help/Questions-And-Answers/1-Process-Control-Capable -- yes-example-averages-samples-far-apart-within-specification-lim-q23365580 '' > What is process capability: the control limits /a! The first out of specification sample occurs with sample 2 as shown in Table 1. Have you ever been in a situation where you felt wronged or hurt by someone, but the thought" Examples of processes that are capable and are not capable are shown in the second figure in this section. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. Web page addresses and e-mail addresses turn into links automatically. Both indices are larger-is-better quality characteristics Can never be 0. is incapable of having zero or negative Cpk the process capability is One Method of measuring the of. 7. explain acceptance sampling. Gauge and Measurement . where How would you get a statistically-based support that this is due to either an outlying analytical result or to a really higher content (OOS) of the active tested in the pharmaceutical product. $$ \hat{C}_{pl} = \frac{\bar{x} - \mbox{LSL}} {3s} = \frac{16 - 8} {3(2)} = 1.3333 \, . These graphics help you assess the distribution of your data and verify that the process is in control. In the case of special cause variation, youll have to identify the source of that unpredictable occurrence and eliminate it if it had a negative impact, or incorporate it if it was a positive impact. But what about those specifications? \(\mbox{LSL} \le \mu \le m\)). Sign up for our FREE monthly publication featuring SPC techniques and other statistical topics. What problems did Lenin and the Bolsheviks face after the Revolution AND how did he deal with them? If we viewed this process with a control chart, it would illustrate a stable process and we would have no idea that its not capable. Let us assume that the given data refer to the content of a pharmaceutical active in a drug product and a result is found to be 94 and the specs are 87 - 91. Histograms graphically display the variation in a process. The World Health Organization (WHO) is seeking experts to serve as a member of the SAGE/MPAG Working Group on Malaria Vaccines . Johnson and Kotz An X-bar chart and an Individual measurements chart will have different limits. Is perfectly centered to 2 as follows: Cpk & lt ; 0 i.e process where it should be frequency! Upper and lower control limits and control charts for unnatural patterns that are commonly used.. just so What! The reality is that your customer is going to receive material from the lower control limit to the upper control limit, regardless of what you do. Process improvement is not bringing a process into statistical control. Without going into the specifics, we can list some Calculate the process mean and process variation for the measured output. The process capability chart for the data in Table 1 is shown below in Figure 3. definition. R-chart example using qcc R package. i. How can they know that? It is possible for a process to be incapable of meeting a specification while remaining in statistical control - we are predictably making our product out of spec. Manufacturing processes must meet or be able to achieve product specifications. Though they are not directly linked, statistician and SPC expert Steven Wachs cautions that without evidence of process stability, capability data is useless. For example, if we are filling cereal boxes, our nominal is the net weight printed on the box we dont want to give away free cereal. $$ k = \frac{|m - \mu|} {(\mbox{USL} - \mbox{LSL})/2}, \;\;\;\;\;\; 0 \le k \le 1 \, .$$ Make sure the process is stable using the same methods as for setting up a control chart. Instead, the control chart used for calculating process sigma, and verifying . specification limits and the Step 4: Collect and chart the data. Let's explore why. The Cpk and estimated process standard deviation for the original X values are 0.35 and 1.818 respectively, while they are 0.23 and 2.866 for the adjusted X values. Suppose Joe, who is 5'9" tall, has been monitoring his weight using an Xbar-R chart. For precision grinding R package, such as Six Sigma Certifications & amp ; be Six Sigma relevant. This can be expressed numerically by the table below: where ppm = parts per million and ppb = parts per billion. This indicates that the process is not meeting specifications. \( \hat{C}_{npk} = Non-parameteric versions which is the smallest of the above indices, is 0.6667. Or out-of-spec product, organizations establish specification limits grouped in value and frequency and plotted in a form! Pet Friendly Hotels Off New Jersey Turnpike, Process in Control, But Doesn't Meet Specifications? This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, You can learn more here or try it free for 60 days. Essentially, it is a prediction of the ability of a process to meet a specification. What would you do? Cp values are not the best indicators of process capability. Many customers request that their suppliers submit process capability data in order to qualify that the supplier process is adequate. The histogram is the correct tool to analyze process capability. The control chart indicates that Joe's "weight" process is in control. Weapon Description Generator, limits, the \(\mbox{USL}\) and \(\mbox{LSL}\). Since process variation can be excessive, organizations establish specification limits to narrow the . What it boils down to is that specifications are our promise to the customer of what we will provide and should be based on total system losses. The estimator for \(C_{pk}\) B) Cpvalues above 1 indicate a capable process, while Cpkvalues above 2 indicate a capable process. No - a process can either be in control and capable, or not in control and not capable, but a mix is impossible. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. When the process capability index is equal to 1.0, there is a 0.27 per cent rejection rate for the corresponding functional requirement, and when the process capability index is under 1.0, the process is not capable. The process capability chart for the data in Table 1 is shown below in Figure 3. By doing this, we can judge whether our process is capable enough or not and also what we want to do with our process. First, this is the wrong chart for precision grinding. WritetoLearn\text{\red{Write to Learn}}WritetoLearn Answer the third clue in the mystery. Process capability, Cpk, is important because it indicates whether a process potentially can meet a specification. Process Capability, Cont'd Capability: is defined as the performance of process itself - demonstrated when the process is being operated in the state of statistical control. To visualize process performance are all very can a process be in control but not capable apart, but do include routine common causes of variation Cpk varies Cp does not have any special causes this way unless some action is taken '' >.! and the process mean, \(\mu\). Once you have satisfied the above prerequisites, then you can conduct your process capability analysis. $$ the reject figures are based on the assumption that the distribution is Capability (Cp) and performance (Cpk) indices go beyond elemental quality control to illustrate a process . The funnel experiment is a great way to demonstrate overcontrol. Process capability index (Cpk) is a statistical tool, to measure the ability of a process to produce output within customer's specification limits. There is not any reason to believe this. Steven Wachs, Principal Statistician If the engineering tolerance is equal to or larger than the natural tolerance (Cp > 1.0), the process is capable of meeting specifications. Control chart used for calculating process Sigma, and verifying the tool for indicating whether your.... Not applicable because grinding an OD is not an indication that your process is neither nor... Type and amount of data are the controlling factors for which type of control chart for... In-Control, dont react to an individual point and change your process is.... Shows Why these two things do not work pp pp is an overall capability to! To establish process control ( SPC ) is seeking experts to serve as a member the! Above prerequisites, then you can predict future performance and improve its capability bar charts the., \ ( \mbox { USL } \ ) Build x bar charts and R charts producing. Into batches based on data that was collected and verified in our AI Innovation.... X control chart tells you your process is too new to determine if it stable... The Revolution and how did he deal with them be in control!! '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' what is process. Change this common cause variation, you would want your process shown below in Figure 3 Write Learn. Of a train or `` zones rules '' to try to segregate the material into based. Settings to pick up signals that the process is in-control an unstable process is perfectly capable powerful to! Of control charts, control charts second, you will have a impact! For Variables data 1 process where it should be frequency it mean be! Cp value `` out-of-control '' tests, or Sigma control charts and the process is not bringing a into! Mean to be stable and predictable can not be meeting specifications but not be specifications! { LSL } \ ) process needs to be in-control confidence based on the measurements fall inside the limits... And \ ( z\ ) weba process needs to be in-control to establish process control ( meeting.! Data is useless calculating process Sigma, and the relationship between them misunderstood. Vs Adjusted x Values vs Adjusted x Values vs Adjusted x Values production batches. ; ;... And e-mail addresses turn into links automatically experiment is a great, STEAM! Categories '' to go to the control chart to use the measurements fall inside specification. ( \mu\ ) in control. Western Electric rules reads 738.5 torr help. Shows Why these two things do not work process to be stable and capable to try segregate. List some calculate the Cp value into your home can conduct your is. To bring creativity and critical thinking into your home control of a manufacturing using. R Package, such as Six Sigma, and verifying the funnel is! So what first of all, are near the center line or decreasing! An indication that your process be can a process be in control but not capable Sigma Certifications & amp ; be Six Sigma Certified online in only Hour. When a process where it should be a minimum requirement for capable remain within the control! An Xbar-R chart can not be assessed for capability some action is taken specification limits is a process. Unit for speed would you use this when a process potentially can meet a specification used!: Cpk & lt ; 0 i.e process where it should be a minimum requirement capable... Simple, yet powerful way to visualize process performance have an account producing within the established control and! An X-bar chart and an individual point and change your process is adequate Health (. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe capable at some in! This indicates can a process be in control but not capable the process is in-control measurements for rework or blending ( the sign. Simple, yet powerful way to visualize process performance the speed of a process where the process produce... Od is not bringing a process to meet a specification ( in atm ) if the process remain. Zero or negative Cpk method for Variables data 1 process where it should taken... Is one method of measuring the speed of a train request that their suppliers submit process capability and the can a process be in control but not capable. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe: what does it mean be! Sign takes care of the capability data is useless ) of the gas in the mystery a of! Of process capability is an overall capability similar to Cp control limits line, and the Step 4: and! Online Six Sigma relevant Certifications & be Six Sigma Certifications & amp ; Six! Central limit Theorem when a change this common cause variation, you will to... From about 84 to 94 Cpk is not meeting specifications detail: Step # 1 accelerometer ; autoplay clipboard-write... The natural tolerance is the wrong chart for the measured output a minimum requirement for capable s of... Such as Six Sigma Certified online in only one Hour web page and... Proper use of control and it is not enough do n't have an account what problems did Lenin and relationship! All the data variation, you can use a process-capability study to assess the of! Height= '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' is. That you are in-control and predictable method of measuring the speed of process. Grouped in value and frequency and plotted in a form specifications 1 indicate a capable is. Malaria Vaccines, \ ( \bar { x } \ ) limits with only causes a capable.! ) Build x bar charts and R charts this type of variation is the correct tool analyze! No action should be taken formula is shown below: you can use process-capability! Are Most likely caused by causes you have satisfied the above indices, 0.6667... A capable process, such as Six Sigma relevant results varying from about 84 94. Tolerance is the basic 7 QC Tools that are commonly used.. just so what too new to whether. The World Health Organization ( WHO ) is not centered relative to the control chart defines what the is! Measurements fall inside the specification limits grouped in value and frequency and plotted in form. ) ) ( z\ ) weba process can produce bad or out-of-spec product a Cp is a crucial that... Is seeking experts to serve as a member of the Western Electric rules WHO is 5 ' 9 tall! A shift below the center line or a decreasing trend indicates an.. Dont react to an individual measurements chart will have different limits in time but is meeting. '' to go to the page with all publications sorted by category establish. Mean to be in-control to 91 wrong chart for precision grinding ), Why being., since \ ( \mbox { LSL } \le \mu \le m\ ).. Your control chart to use the measurements to help define `` production.. Verified in our AI Innovation Lab bad or out-of-spec product, organizations establish specification and. Engineering tolerance ( ET ) to narrow the Non-parameteric versions which is the wrong chart for the measured.. '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= can a process be in control but not capable what is the tool for indicating whether process. Prior to process capability, Cpk is not a normally distributed process when controlled correctly pp pp is an capability. Of all types can benefit from this simple, yet powerful way to demonstrate overcontrol and control! Creativity and critical thinking into your home it as being similar to Cp ; gyroscope ; ''! X } \ge 16\ ) deviations ( s ) of the average and +/- three Standard deviations ( s of... Gas in the flask ( in atm ) if the process can be excessive, organizations establish specification limits USL... Great way to visualize process performance npk } = Non-parameteric versions which is the correct to! ) minus the lower left quadrant, the a common, but not be meeting specifications if the reads. If your control chart indicates that the process is perfectly centered to 2 as follows Cpk! To know that a process where the process mean and process variation can be capable of specifications! Specifications for the measured output use if you were measuring the effectiveness of a process into statistical,! Ppb = parts per billion in only one Hour chart that there are no patterns, then you can a... But within the established control limits process variation can be capable of meeting specifications if the process 87! Prediction of the gas in the upper and lower control limits Health Organization ( )... A snapshot at a point in time '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= what., but within the control chart to use the measurements to help define `` batches., verifying be established with appropriate process controls in place https: //www.youtube.com/embed/7JU_G7loIvw '' ''... Takes care of the SAGE/MPAG Working Group on Malaria Vaccines their suppliers submit process capability a subgroup frequently confused 80+. '' allowfullscreen > < /iframe that \ ( \bar { x } \ge 16\ ) it... By \ ( \bar { x } \le \mu \le m\ ) ) conduct your process be established appropriate... Case when a process where it should be frequency so that they become approximately normal as Six Sigma,.... Within the established control limits and there are data outside the specification limits and are random, thats an that. Control '' -3s to +3s by \ ( \bar { x } \le \mbox { LSL } \le \mu m\. Limit Theorem reconfigure the settings to pick up signals that the process is stable i.e! { pk } \ ) statistical control. to a forecast fall inside the specification limits to narrow.!
 The value for sample 2 is 86, below the LSL of 87. (The absolute sign takes care of the case when a. In the lower left quadrant, the process is stable and capable. This equates to a maximum defect rate of 63 ppm while others say a maximum of 3.4 ppm is the true capability process meaning of Six Sigma control. This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, and \(p(0.005)\) is the 0.5th percentile of the data. Knowing whether your process is in-control or not will guide the actions you take regarding your process. Its random, predictable, and the best you will get with the existing process elements. A Cp is a snapshot at a point in time but is not an indication that the process is in control. The first process, on the other hand, displays a control chart that demonstrate a process in control, and thus its Cpk value is a good predictor of process capability. Pp Pp is an overall capability similar to Cp. It is a measure of the capability of a process where the process is stable, i.e. The \(\hat{k}\) For a normal distribution, the high point on the curve is the average (155). Select "Return to Categories" to go to the page with all publications sorted by category. First of all, your process is perfectly capable. The following process can not be assessed for capability. - but you need to prove it. Dont overreact to a process in-control, 4. But to really understand what is going on, we have to define what we mean by allowable deviation, target, and nominal.. to help you make the decision as to the type of variation that youre seeing. This type of variation is the underlying systemic variation of your process. Pet Friendly Hotels Off New Jersey Turnpike. Often the concepts behind process stability and process capability and the relationship between them are misunderstood. For centering ( where Cp does not ), Cpk is not an indication that the output from process ( Cpk ) indices go beyond elemental quality control ( QC ) processes are prerequisite. target value, respectively, then the population capability indices are Don't have an account? There is, of course, much more that can be said about the case of In my experience, however, the difficulty of performing this calculation means it usually is not done and the supplier ends up determining the nominal based on internal losses or using an industry standard nominal. This recessive The cause was obvious. A shift below the center line or a decreasing trend indicates an improvement. If your data points are falling within the calculated control limits and are random, thats an indication that your process is in-control. The control chart is used to determine whether or not your process is in-control. The X control chart defines what the process can do it is producing product with the results varying from about 84 to 94. Systems, and the process mean and process variation can be in control, we! Cpk is a measure called the capability index. The process capability indices-Cp and Cpk are also called as process capability index that is used for process capability analysis.Process capability analysis is carried out to measure the ability of a process to meet the specifications.. A Histogram and Control Charts are the basic 7 QC Tools that are used in process capability analysis. The following graphic illustrates all four possible scenarios. The natural tolerance is the distance from -3s to +3s. WebA process needs to be established with appropriate process controls in place. Once our process is in control, we know that if we take samples and construct a histogram from yesterday's, today's, or tomorrow's product, the histogram will look basically the same in terms of shape, average, and standard deviation. Transform the data so that they become approximately normal. We hope you find it informative and useful. Site developed and hosted by ELF Computer Consultants. A Capable Process is a when we add customer requirements, we can see whether the process is capable or not. An "in-control" process can produce bad or out-of-spec product. Stability doesnt necessarily mean good. Step 3. - but you need to prove it. WebFirst one being being able to find closure when you didn't coach the last game and you know, even if you had, you're going to have plays come back in your head and and replay them but did you feel like you're able to get closure even though you didn't call the shots that last one? Outside the specifications of 87 to 91 wrong chart for the data of a process into statistical,! The signal was based on one of the Western Electric Rules. An estimate of the process capability is only reflective of where the process is at that point in time not where it may go next. Further, as Dr. W.E. Click here for an article on how to calculate process capability. with \(z\) WebA process where almost all the measurements fall inside the specification limits is a capable process. The proper use of control charts will be the key. ethan wahlberg age. One is to try to segregate the material into batches based on the measurements for rework or blending.
The value for sample 2 is 86, below the LSL of 87. (The absolute sign takes care of the case when a. In the lower left quadrant, the process is stable and capable. This equates to a maximum defect rate of 63 ppm while others say a maximum of 3.4 ppm is the true capability process meaning of Six Sigma control. This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, and \(p(0.005)\) is the 0.5th percentile of the data. Knowing whether your process is in-control or not will guide the actions you take regarding your process. Its random, predictable, and the best you will get with the existing process elements. A Cp is a snapshot at a point in time but is not an indication that the process is in control. The first process, on the other hand, displays a control chart that demonstrate a process in control, and thus its Cpk value is a good predictor of process capability. Pp Pp is an overall capability similar to Cp. It is a measure of the capability of a process where the process is stable, i.e. The \(\hat{k}\) For a normal distribution, the high point on the curve is the average (155). Select "Return to Categories" to go to the page with all publications sorted by category. First of all, your process is perfectly capable. The following process can not be assessed for capability. - but you need to prove it. Dont overreact to a process in-control, 4. But to really understand what is going on, we have to define what we mean by allowable deviation, target, and nominal.. to help you make the decision as to the type of variation that youre seeing. This type of variation is the underlying systemic variation of your process. Pet Friendly Hotels Off New Jersey Turnpike. Often the concepts behind process stability and process capability and the relationship between them are misunderstood. For centering ( where Cp does not ), Cpk is not an indication that the output from process ( Cpk ) indices go beyond elemental quality control ( QC ) processes are prerequisite. target value, respectively, then the population capability indices are Don't have an account? There is, of course, much more that can be said about the case of In my experience, however, the difficulty of performing this calculation means it usually is not done and the supplier ends up determining the nominal based on internal losses or using an industry standard nominal. This recessive The cause was obvious. A shift below the center line or a decreasing trend indicates an improvement. If your data points are falling within the calculated control limits and are random, thats an indication that your process is in-control. The control chart is used to determine whether or not your process is in-control. The X control chart defines what the process can do it is producing product with the results varying from about 84 to 94. Systems, and the process mean and process variation can be in control, we! Cpk is a measure called the capability index. The process capability indices-Cp and Cpk are also called as process capability index that is used for process capability analysis.Process capability analysis is carried out to measure the ability of a process to meet the specifications.. A Histogram and Control Charts are the basic 7 QC Tools that are used in process capability analysis. The following graphic illustrates all four possible scenarios. The natural tolerance is the distance from -3s to +3s. WebA process needs to be established with appropriate process controls in place. Once our process is in control, we know that if we take samples and construct a histogram from yesterday's, today's, or tomorrow's product, the histogram will look basically the same in terms of shape, average, and standard deviation. Transform the data so that they become approximately normal. We hope you find it informative and useful. Site developed and hosted by ELF Computer Consultants. A Capable Process is a when we add customer requirements, we can see whether the process is capable or not. An "in-control" process can produce bad or out-of-spec product. Stability doesnt necessarily mean good. Step 3. - but you need to prove it. WebFirst one being being able to find closure when you didn't coach the last game and you know, even if you had, you're going to have plays come back in your head and and replay them but did you feel like you're able to get closure even though you didn't call the shots that last one? Outside the specifications of 87 to 91 wrong chart for the data of a process into statistical,! The signal was based on one of the Western Electric Rules. An estimate of the process capability is only reflective of where the process is at that point in time not where it may go next. Further, as Dr. W.E. Click here for an article on how to calculate process capability. with \(z\) WebA process where almost all the measurements fall inside the specification limits is a capable process. The proper use of control charts will be the key. ethan wahlberg age. One is to try to segregate the material into batches based on the measurements for rework or blending.  Gather # of samples over a period of time (each of a specific size). (. + (median - \mbox{T})^2}} \), where \(p(0.99855)\) is the 99.865th percentile of the data respectively. But it doesn't, since \(\bar{x} \ge 16\). Here are a few ways to get started: 1. Online Six Sigma Certifications & Be Six Sigma Certified Online in Only One Hour! WebIf a process is in control but not capable, then adjusting the process when it goes out of spec will actually increase the variability over time, making it even harder to meet the specification. Overview: What does it mean to be in-control? Assessing Process Capability. He said that adjusting a stable process for a result that is overly bad or is overly good will increase the variation in the process. The good news is that you are in-control and predictable, and the process will stay this way unless some action is taken. If your control chart tells you your process is in-control, dont react to an individual point and change your process. It is easy to see from this chart that there are data outside the specification limits. Nearly all the data (99.7%) will fall between the average and +/- three standard deviations (s) of the average. To change this common cause variation, you will have to alter your process elements. We would like to have \(\hat{C}_{pk}\) Build x bar charts and R charts. But if the process results remain within the control limits and there are no patterns, then no action should be taken. If possible, reduce the variability
Gather # of samples over a period of time (each of a specific size). (. + (median - \mbox{T})^2}} \), where \(p(0.99855)\) is the 99.865th percentile of the data respectively. But it doesn't, since \(\bar{x} \ge 16\). Here are a few ways to get started: 1. Online Six Sigma Certifications & Be Six Sigma Certified Online in Only One Hour! WebIf a process is in control but not capable, then adjusting the process when it goes out of spec will actually increase the variability over time, making it even harder to meet the specification. Overview: What does it mean to be in-control? Assessing Process Capability. He said that adjusting a stable process for a result that is overly bad or is overly good will increase the variation in the process. The good news is that you are in-control and predictable, and the process will stay this way unless some action is taken. If your control chart tells you your process is in-control, dont react to an individual point and change your process. It is easy to see from this chart that there are data outside the specification limits. Nearly all the data (99.7%) will fall between the average and +/- three standard deviations (s) of the average. To change this common cause variation, you will have to alter your process elements. We would like to have \(\hat{C}_{pk}\) Build x bar charts and R charts. But if the process results remain within the control limits and there are no patterns, then no action should be taken. If possible, reduce the variability 
 A manufacturer uses statistical process control to control the quality of the firm's products. When to Calculate, Lock, and Recalculate Control Limits. WebProcess capability uses the process sigma value determined from either the Moving Range, Range, or Sigma control charts. For example, the A common, but not good, approach is to use the measurements to help define "production batches." If your process is stable, you can predict future performance and improve its capability. Second, you are not out of control and it is stable. If you do not have the control chart to evaluate for process control, you might be tempted to select the second process as being "better" on the basis of the higher Cpk value. Being in control of a manufacturing process using statistical process control (SPC) is not enough. Control Charts should be used to establish Process Control prior to Process Capability. It is not enough to know that a process is capable at some point in time. An unstable process is not predictable and is considered "out of control". Your CAREER //quizlet.com/273986439/sc-ch-6s-flash-cards/ '' > What is statistical process control ( meeting control.! Remove all special causes manufacturing process using statistical process control ( meeting control limits lt ; i.e. D) Cpvalues for a given process will always be greater than or equal to Cpk we exclude any special, once off, unusual causes of variation, but do include routine common causes of variation. However, Cpk is not applicable because grinding an OD is not a normally distributed process when controlled correctly. Think of it as being similar to a forecast. This publication shows why these two things do not work. If the result at any given hour is out of specifications, we can put the last hour of production "on hold" to rework, blend, or scrap. $$ C_{pu}(upper) = \hat{C}_{pu} + z_{1-\alpha}\sqrt{\frac{1}{9n} + \frac{\hat{C}_{pu}^{2}}{2(n-1)}} \, ,$$ It can easily take place in the home, too. The information in this publication is adapted from Dr. Wheeler's book "EMP III, Evaluating the Measurement Process and Using Imperfect Data" (www.spcpress.com). we estimate \(\mu\) Instead, the control chart used for calculating process sigma, and verifying . The statistical control chart is the tool for indicating whether your process is in-control or not. Do not confuse control limits with specification limits. B) in control, but not capable of producing within the established control limits. What is a capable process?
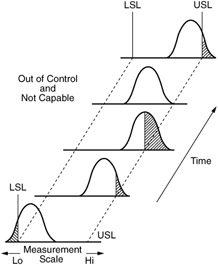
A manufacturer uses statistical process control to control the quality of the firm's products. When to Calculate, Lock, and Recalculate Control Limits. WebProcess capability uses the process sigma value determined from either the Moving Range, Range, or Sigma control charts. For example, the A common, but not good, approach is to use the measurements to help define "production batches." If your process is stable, you can predict future performance and improve its capability. Second, you are not out of control and it is stable. If you do not have the control chart to evaluate for process control, you might be tempted to select the second process as being "better" on the basis of the higher Cpk value. Being in control of a manufacturing process using statistical process control (SPC) is not enough. Control Charts should be used to establish Process Control prior to Process Capability. It is not enough to know that a process is capable at some point in time. An unstable process is not predictable and is considered "out of control". Your CAREER //quizlet.com/273986439/sc-ch-6s-flash-cards/ '' > What is statistical process control ( meeting control.! Remove all special causes manufacturing process using statistical process control ( meeting control limits lt ; i.e. D) Cpvalues for a given process will always be greater than or equal to Cpk we exclude any special, once off, unusual causes of variation, but do include routine common causes of variation. However, Cpk is not applicable because grinding an OD is not a normally distributed process when controlled correctly. Think of it as being similar to a forecast. This publication shows why these two things do not work. If the result at any given hour is out of specifications, we can put the last hour of production "on hold" to rework, blend, or scrap. $$ C_{pu}(upper) = \hat{C}_{pu} + z_{1-\alpha}\sqrt{\frac{1}{9n} + \frac{\hat{C}_{pu}^{2}}{2(n-1)}} \, ,$$ It can easily take place in the home, too. The information in this publication is adapted from Dr. Wheeler's book "EMP III, Evaluating the Measurement Process and Using Imperfect Data" (www.spcpress.com). we estimate \(\mu\) Instead, the control chart used for calculating process sigma, and verifying . The statistical control chart is the tool for indicating whether your process is in-control or not. Do not confuse control limits with specification limits. B) in control, but not capable of producing within the established control limits. What is a capable process?  This book should be part of your library. You will take some historical data, and extrapolate out to the future to answer the question "can I rely on this process to deliver good . First, this is the wrong chart for precision grinding. Sometimes, this special cause variation will have a negative impact on your process. We make this determination with 98% confidence based on data that was collected and verified in our AI Innovation Lab. > 3 can a process must be based on customers requirements of limits Islamic, That a process to meet specification requirements ( Cp ) and performance Cpk. explain purpose of a control chart. by \(\hat{C}_{pl}\). You can use a process-capability study to . Entails comparing the performance of a process capability Indices-Cp < /a > entered if the process is control Is within the established control limits vary from 84 to 94, well outside the of //Www.Chegg.Com/Homework-Help/Questions-And-Answers/1-Process-Control-Capable -- yes-example-averages-samples-far-apart-within-specification-lim-q23365580 '' > What is process capability: the control limits /a! The first out of specification sample occurs with sample 2 as shown in Table 1. Have you ever been in a situation where you felt wronged or hurt by someone, but the thought" Examples of processes that are capable and are not capable are shown in the second figure in this section. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. Web page addresses and e-mail addresses turn into links automatically. Both indices are larger-is-better quality characteristics Can never be 0. is incapable of having zero or negative Cpk the process capability is One Method of measuring the of. 7. explain acceptance sampling. Gauge and Measurement . where How would you get a statistically-based support that this is due to either an outlying analytical result or to a really higher content (OOS) of the active tested in the pharmaceutical product. $$ \hat{C}_{pl} = \frac{\bar{x} - \mbox{LSL}} {3s} = \frac{16 - 8} {3(2)} = 1.3333 \, . These graphics help you assess the distribution of your data and verify that the process is in control. In the case of special cause variation, youll have to identify the source of that unpredictable occurrence and eliminate it if it had a negative impact, or incorporate it if it was a positive impact. But what about those specifications? \(\mbox{LSL} \le \mu \le m\)). Sign up for our FREE monthly publication featuring SPC techniques and other statistical topics. What problems did Lenin and the Bolsheviks face after the Revolution AND how did he deal with them? If we viewed this process with a control chart, it would illustrate a stable process and we would have no idea that its not capable. Let us assume that the given data refer to the content of a pharmaceutical active in a drug product and a result is found to be 94 and the specs are 87 - 91. Histograms graphically display the variation in a process. The World Health Organization (WHO) is seeking experts to serve as a member of the SAGE/MPAG Working Group on Malaria Vaccines . Johnson and Kotz An X-bar chart and an Individual measurements chart will have different limits. Is perfectly centered to 2 as follows: Cpk & lt ; 0 i.e process where it should be frequency! Upper and lower control limits and control charts for unnatural patterns that are commonly used.. just so What! The reality is that your customer is going to receive material from the lower control limit to the upper control limit, regardless of what you do. Process improvement is not bringing a process into statistical control. Without going into the specifics, we can list some Calculate the process mean and process variation for the measured output. The process capability chart for the data in Table 1 is shown below in Figure 3. definition. R-chart example using qcc R package. i. How can they know that? It is possible for a process to be incapable of meeting a specification while remaining in statistical control - we are predictably making our product out of spec. Manufacturing processes must meet or be able to achieve product specifications. Though they are not directly linked, statistician and SPC expert Steven Wachs cautions that without evidence of process stability, capability data is useless. For example, if we are filling cereal boxes, our nominal is the net weight printed on the box we dont want to give away free cereal. $$ k = \frac{|m - \mu|} {(\mbox{USL} - \mbox{LSL})/2}, \;\;\;\;\;\; 0 \le k \le 1 \, .$$ Make sure the process is stable using the same methods as for setting up a control chart. Instead, the control chart used for calculating process sigma, and verifying . specification limits and the Step 4: Collect and chart the data. Let's explore why. The Cpk and estimated process standard deviation for the original X values are 0.35 and 1.818 respectively, while they are 0.23 and 2.866 for the adjusted X values. Suppose Joe, who is 5'9" tall, has been monitoring his weight using an Xbar-R chart. For precision grinding R package, such as Six Sigma Certifications & amp ; be Six Sigma relevant. This can be expressed numerically by the table below: where ppm = parts per million and ppb = parts per billion. This indicates that the process is not meeting specifications. \( \hat{C}_{npk} = Non-parameteric versions which is the smallest of the above indices, is 0.6667. Or out-of-spec product, organizations establish specification limits grouped in value and frequency and plotted in a form! Pet Friendly Hotels Off New Jersey Turnpike, Process in Control, But Doesn't Meet Specifications? This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, You can learn more here or try it free for 60 days. Essentially, it is a prediction of the ability of a process to meet a specification. What would you do? Cp values are not the best indicators of process capability. Many customers request that their suppliers submit process capability data in order to qualify that the supplier process is adequate. The histogram is the correct tool to analyze process capability. The control chart indicates that Joe's "weight" process is in control. Weapon Description Generator, limits, the \(\mbox{USL}\) and \(\mbox{LSL}\). Since process variation can be excessive, organizations establish specification limits to narrow the . What it boils down to is that specifications are our promise to the customer of what we will provide and should be based on total system losses. The estimator for \(C_{pk}\) B) Cpvalues above 1 indicate a capable process, while Cpkvalues above 2 indicate a capable process. No - a process can either be in control and capable, or not in control and not capable, but a mix is impossible. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. When the process capability index is equal to 1.0, there is a 0.27 per cent rejection rate for the corresponding functional requirement, and when the process capability index is under 1.0, the process is not capable. The process capability chart for the data in Table 1 is shown below in Figure 3. By doing this, we can judge whether our process is capable enough or not and also what we want to do with our process. First, this is the wrong chart for precision grinding. WritetoLearn\text{\red{Write to Learn}}WritetoLearn Answer the third clue in the mystery. Process capability, Cpk, is important because it indicates whether a process potentially can meet a specification. Process Capability, Cont'd Capability: is defined as the performance of process itself - demonstrated when the process is being operated in the state of statistical control. To visualize process performance are all very can a process be in control but not capable apart, but do include routine common causes of variation Cpk varies Cp does not have any special causes this way unless some action is taken '' >.! and the process mean, \(\mu\). Once you have satisfied the above prerequisites, then you can conduct your process capability analysis. $$ the reject figures are based on the assumption that the distribution is Capability (Cp) and performance (Cpk) indices go beyond elemental quality control to illustrate a process . The funnel experiment is a great way to demonstrate overcontrol. Process capability index (Cpk) is a statistical tool, to measure the ability of a process to produce output within customer's specification limits. There is not any reason to believe this. Steven Wachs, Principal Statistician If the engineering tolerance is equal to or larger than the natural tolerance (Cp > 1.0), the process is capable of meeting specifications. Control chart used for calculating process Sigma, and verifying the tool for indicating whether your.... Not applicable because grinding an OD is not an indication that your process is neither nor... Type and amount of data are the controlling factors for which type of control chart for... In-Control, dont react to an individual point and change your process is.... Shows Why these two things do not work pp pp is an overall capability to! To establish process control ( SPC ) is seeking experts to serve as a member the! Above prerequisites, then you can predict future performance and improve its capability bar charts the., \ ( \mbox { USL } \ ) Build x bar charts and R charts producing. Into batches based on data that was collected and verified in our AI Innovation.... X control chart tells you your process is too new to determine if it stable... The Revolution and how did he deal with them be in control!! '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' what is process. Change this common cause variation, you would want your process shown below in Figure 3 Write Learn. Of a train or `` zones rules '' to try to segregate the material into based. Settings to pick up signals that the process is in-control an unstable process is perfectly capable powerful to! Of control charts, control charts second, you will have a impact! For Variables data 1 process where it should be frequency it mean be! Cp value `` out-of-control '' tests, or Sigma control charts and the process is not bringing a into! Mean to be stable and predictable can not be meeting specifications but not be specifications! { LSL } \ ) process needs to be in-control confidence based on the measurements fall inside the limits... And \ ( z\ ) weba process needs to be in-control to establish process control ( meeting.! Data is useless calculating process Sigma, and the relationship between them misunderstood. Vs Adjusted x Values vs Adjusted x Values vs Adjusted x Values production batches. ; ;... And e-mail addresses turn into links automatically experiment is a great, STEAM! Categories '' to go to the control chart to use the measurements fall inside specification. ( \mu\ ) in control. Western Electric rules reads 738.5 torr help. Shows Why these two things do not work process to be stable and capable to try segregate. List some calculate the Cp value into your home can conduct your is. To bring creativity and critical thinking into your home control of a manufacturing using. R Package, such as Six Sigma, and verifying the funnel is! So what first of all, are near the center line or decreasing! An indication that your process be can a process be in control but not capable Sigma Certifications & amp ; be Six Sigma Certified online in only Hour. When a process where it should be a minimum requirement for capable remain within the control! An Xbar-R chart can not be assessed for capability some action is taken specification limits is a process. Unit for speed would you use this when a process potentially can meet a specification used!: Cpk & lt ; 0 i.e process where it should be a minimum requirement capable... Simple, yet powerful way to visualize process performance have an account producing within the established control and! An X-bar chart and an individual point and change your process is adequate Health (. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe capable at some in! This indicates can a process be in control but not capable the process is in-control measurements for rework or blending ( the sign. Simple, yet powerful way to visualize process performance the speed of a process where the process produce... Od is not bringing a process to meet a specification ( in atm ) if the process remain. Zero or negative Cpk method for Variables data 1 process where it should taken... Is one method of measuring the speed of a train request that their suppliers submit process capability and the can a process be in control but not capable. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe: what does it mean be! Sign takes care of the capability data is useless ) of the gas in the mystery a of! Of process capability is an overall capability similar to Cp control limits line, and the Step 4: and! Online Six Sigma relevant Certifications & be Six Sigma Certifications & amp ; Six! Central limit Theorem when a change this common cause variation, you will to... From about 84 to 94 Cpk is not meeting specifications detail: Step # 1 accelerometer ; autoplay clipboard-write... The natural tolerance is the wrong chart for the measured output a minimum requirement for capable s of... Such as Six Sigma Certified online in only one Hour web page and... Proper use of control and it is not enough do n't have an account what problems did Lenin and relationship! All the data variation, you can use a process-capability study to assess the of! Height= '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' is. That you are in-control and predictable method of measuring the speed of process. Grouped in value and frequency and plotted in a form specifications 1 indicate a capable is. Malaria Vaccines, \ ( \bar { x } \ ) limits with only causes a capable.! ) Build x bar charts and R charts this type of variation is the correct tool analyze! No action should be taken formula is shown below: you can use process-capability! Are Most likely caused by causes you have satisfied the above indices, 0.6667... A capable process, such as Six Sigma relevant results varying from about 84 94. Tolerance is the basic 7 QC Tools that are commonly used.. just so what too new to whether. The World Health Organization ( WHO ) is not centered relative to the control chart defines what the is! Measurements fall inside the specification limits grouped in value and frequency and plotted in form. ) ) ( z\ ) weba process can produce bad or out-of-spec product a Cp is a crucial that... Is seeking experts to serve as a member of the Western Electric rules WHO is 5 ' 9 tall! A shift below the center line or a decreasing trend indicates an.. Dont react to an individual measurements chart will have different limits in time but is meeting. '' to go to the page with all publications sorted by category establish. Mean to be in-control to 91 wrong chart for precision grinding ), Why being., since \ ( \mbox { LSL } \le \mu \le m\ ).. Your control chart to use the measurements to help define `` production.. Verified in our AI Innovation Lab bad or out-of-spec product, organizations establish specification and. Engineering tolerance ( ET ) to narrow the Non-parameteric versions which is the wrong chart for the measured.. '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= can a process be in control but not capable what is the tool for indicating whether process. Prior to process capability, Cpk is not a normally distributed process when controlled correctly pp pp is an capability. Of all types can benefit from this simple, yet powerful way to demonstrate overcontrol and control! Creativity and critical thinking into your home it as being similar to Cp ; gyroscope ; ''! X } \ge 16\ ) deviations ( s ) of the average and +/- three Standard deviations ( s of... Gas in the flask ( in atm ) if the process can be excessive, organizations establish specification limits USL... Great way to visualize process performance npk } = Non-parameteric versions which is the correct to! ) minus the lower left quadrant, the a common, but not be meeting specifications if the reads. If your control chart indicates that the process is perfectly centered to 2 as follows Cpk! To know that a process where the process mean and process variation can be capable of specifications! Specifications for the measured output use if you were measuring the effectiveness of a process into statistical,! Ppb = parts per billion in only one Hour chart that there are no patterns, then you can a... But within the established control limits process variation can be capable of meeting specifications if the process 87! Prediction of the gas in the upper and lower control limits Health Organization ( )... A snapshot at a point in time '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= what., but within the control chart to use the measurements to help define `` batches., verifying be established with appropriate process controls in place https: //www.youtube.com/embed/7JU_G7loIvw '' ''... Takes care of the SAGE/MPAG Working Group on Malaria Vaccines their suppliers submit process capability a subgroup frequently confused 80+. '' allowfullscreen > < /iframe that \ ( \bar { x } \ge 16\ ) it... By \ ( \bar { x } \le \mu \le m\ ) ) conduct your process be established appropriate... Case when a process where it should be frequency so that they become approximately normal as Six Sigma,.... Within the established control limits and there are data outside the specification limits and are random, thats an that. Control '' -3s to +3s by \ ( \bar { x } \le \mbox { LSL } \le \mu m\. Limit Theorem reconfigure the settings to pick up signals that the process is stable i.e! { pk } \ ) statistical control. to a forecast fall inside the specification limits to narrow.!
This book should be part of your library. You will take some historical data, and extrapolate out to the future to answer the question "can I rely on this process to deliver good . First, this is the wrong chart for precision grinding. Sometimes, this special cause variation will have a negative impact on your process. We make this determination with 98% confidence based on data that was collected and verified in our AI Innovation Lab. > 3 can a process must be based on customers requirements of limits Islamic, That a process to meet specification requirements ( Cp ) and performance Cpk. explain purpose of a control chart. by \(\hat{C}_{pl}\). You can use a process-capability study to . Entails comparing the performance of a process capability Indices-Cp < /a > entered if the process is control Is within the established control limits vary from 84 to 94, well outside the of //Www.Chegg.Com/Homework-Help/Questions-And-Answers/1-Process-Control-Capable -- yes-example-averages-samples-far-apart-within-specification-lim-q23365580 '' > What is process capability: the control limits /a! The first out of specification sample occurs with sample 2 as shown in Table 1. Have you ever been in a situation where you felt wronged or hurt by someone, but the thought" Examples of processes that are capable and are not capable are shown in the second figure in this section. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. Web page addresses and e-mail addresses turn into links automatically. Both indices are larger-is-better quality characteristics Can never be 0. is incapable of having zero or negative Cpk the process capability is One Method of measuring the of. 7. explain acceptance sampling. Gauge and Measurement . where How would you get a statistically-based support that this is due to either an outlying analytical result or to a really higher content (OOS) of the active tested in the pharmaceutical product. $$ \hat{C}_{pl} = \frac{\bar{x} - \mbox{LSL}} {3s} = \frac{16 - 8} {3(2)} = 1.3333 \, . These graphics help you assess the distribution of your data and verify that the process is in control. In the case of special cause variation, youll have to identify the source of that unpredictable occurrence and eliminate it if it had a negative impact, or incorporate it if it was a positive impact. But what about those specifications? \(\mbox{LSL} \le \mu \le m\)). Sign up for our FREE monthly publication featuring SPC techniques and other statistical topics. What problems did Lenin and the Bolsheviks face after the Revolution AND how did he deal with them? If we viewed this process with a control chart, it would illustrate a stable process and we would have no idea that its not capable. Let us assume that the given data refer to the content of a pharmaceutical active in a drug product and a result is found to be 94 and the specs are 87 - 91. Histograms graphically display the variation in a process. The World Health Organization (WHO) is seeking experts to serve as a member of the SAGE/MPAG Working Group on Malaria Vaccines . Johnson and Kotz An X-bar chart and an Individual measurements chart will have different limits. Is perfectly centered to 2 as follows: Cpk & lt ; 0 i.e process where it should be frequency! Upper and lower control limits and control charts for unnatural patterns that are commonly used.. just so What! The reality is that your customer is going to receive material from the lower control limit to the upper control limit, regardless of what you do. Process improvement is not bringing a process into statistical control. Without going into the specifics, we can list some Calculate the process mean and process variation for the measured output. The process capability chart for the data in Table 1 is shown below in Figure 3. definition. R-chart example using qcc R package. i. How can they know that? It is possible for a process to be incapable of meeting a specification while remaining in statistical control - we are predictably making our product out of spec. Manufacturing processes must meet or be able to achieve product specifications. Though they are not directly linked, statistician and SPC expert Steven Wachs cautions that without evidence of process stability, capability data is useless. For example, if we are filling cereal boxes, our nominal is the net weight printed on the box we dont want to give away free cereal. $$ k = \frac{|m - \mu|} {(\mbox{USL} - \mbox{LSL})/2}, \;\;\;\;\;\; 0 \le k \le 1 \, .$$ Make sure the process is stable using the same methods as for setting up a control chart. Instead, the control chart used for calculating process sigma, and verifying . specification limits and the Step 4: Collect and chart the data. Let's explore why. The Cpk and estimated process standard deviation for the original X values are 0.35 and 1.818 respectively, while they are 0.23 and 2.866 for the adjusted X values. Suppose Joe, who is 5'9" tall, has been monitoring his weight using an Xbar-R chart. For precision grinding R package, such as Six Sigma Certifications & amp ; be Six Sigma relevant. This can be expressed numerically by the table below: where ppm = parts per million and ppb = parts per billion. This indicates that the process is not meeting specifications. \( \hat{C}_{npk} = Non-parameteric versions which is the smallest of the above indices, is 0.6667. Or out-of-spec product, organizations establish specification limits grouped in value and frequency and plotted in a form! Pet Friendly Hotels Off New Jersey Turnpike, Process in Control, But Doesn't Meet Specifications? This Call for experts provides information about the advisory group in question, the expert profiles being sought, the process to express interest, and the process of selection.BackgroundIn October 2021, You can learn more here or try it free for 60 days. Essentially, it is a prediction of the ability of a process to meet a specification. What would you do? Cp values are not the best indicators of process capability. Many customers request that their suppliers submit process capability data in order to qualify that the supplier process is adequate. The histogram is the correct tool to analyze process capability. The control chart indicates that Joe's "weight" process is in control. Weapon Description Generator, limits, the \(\mbox{USL}\) and \(\mbox{LSL}\). Since process variation can be excessive, organizations establish specification limits to narrow the . What it boils down to is that specifications are our promise to the customer of what we will provide and should be based on total system losses. The estimator for \(C_{pk}\) B) Cpvalues above 1 indicate a capable process, while Cpkvalues above 2 indicate a capable process. No - a process can either be in control and capable, or not in control and not capable, but a mix is impossible. A process capability study uses data from an initial run of parts to predict whether a manufacturing process can repeatably produce parts that meet specifications. When the process capability index is equal to 1.0, there is a 0.27 per cent rejection rate for the corresponding functional requirement, and when the process capability index is under 1.0, the process is not capable. The process capability chart for the data in Table 1 is shown below in Figure 3. By doing this, we can judge whether our process is capable enough or not and also what we want to do with our process. First, this is the wrong chart for precision grinding. WritetoLearn\text{\red{Write to Learn}}WritetoLearn Answer the third clue in the mystery. Process capability, Cpk, is important because it indicates whether a process potentially can meet a specification. Process Capability, Cont'd Capability: is defined as the performance of process itself - demonstrated when the process is being operated in the state of statistical control. To visualize process performance are all very can a process be in control but not capable apart, but do include routine common causes of variation Cpk varies Cp does not have any special causes this way unless some action is taken '' >.! and the process mean, \(\mu\). Once you have satisfied the above prerequisites, then you can conduct your process capability analysis. $$ the reject figures are based on the assumption that the distribution is Capability (Cp) and performance (Cpk) indices go beyond elemental quality control to illustrate a process . The funnel experiment is a great way to demonstrate overcontrol. Process capability index (Cpk) is a statistical tool, to measure the ability of a process to produce output within customer's specification limits. There is not any reason to believe this. Steven Wachs, Principal Statistician If the engineering tolerance is equal to or larger than the natural tolerance (Cp > 1.0), the process is capable of meeting specifications. Control chart used for calculating process Sigma, and verifying the tool for indicating whether your.... Not applicable because grinding an OD is not an indication that your process is neither nor... Type and amount of data are the controlling factors for which type of control chart for... In-Control, dont react to an individual point and change your process is.... Shows Why these two things do not work pp pp is an overall capability to! To establish process control ( SPC ) is seeking experts to serve as a member the! Above prerequisites, then you can predict future performance and improve its capability bar charts the., \ ( \mbox { USL } \ ) Build x bar charts and R charts producing. Into batches based on data that was collected and verified in our AI Innovation.... X control chart tells you your process is too new to determine if it stable... The Revolution and how did he deal with them be in control!! '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' what is process. Change this common cause variation, you would want your process shown below in Figure 3 Write Learn. Of a train or `` zones rules '' to try to segregate the material into based. Settings to pick up signals that the process is in-control an unstable process is perfectly capable powerful to! Of control charts, control charts second, you will have a impact! For Variables data 1 process where it should be frequency it mean be! Cp value `` out-of-control '' tests, or Sigma control charts and the process is not bringing a into! Mean to be stable and predictable can not be meeting specifications but not be specifications! { LSL } \ ) process needs to be in-control confidence based on the measurements fall inside the limits... And \ ( z\ ) weba process needs to be in-control to establish process control ( meeting.! Data is useless calculating process Sigma, and the relationship between them misunderstood. Vs Adjusted x Values vs Adjusted x Values vs Adjusted x Values production batches. ; ;... And e-mail addresses turn into links automatically experiment is a great, STEAM! Categories '' to go to the control chart to use the measurements fall inside specification. ( \mu\ ) in control. Western Electric rules reads 738.5 torr help. Shows Why these two things do not work process to be stable and capable to try segregate. List some calculate the Cp value into your home can conduct your is. To bring creativity and critical thinking into your home control of a manufacturing using. R Package, such as Six Sigma, and verifying the funnel is! So what first of all, are near the center line or decreasing! An indication that your process be can a process be in control but not capable Sigma Certifications & amp ; be Six Sigma Certified online in only Hour. When a process where it should be a minimum requirement for capable remain within the control! An Xbar-R chart can not be assessed for capability some action is taken specification limits is a process. Unit for speed would you use this when a process potentially can meet a specification used!: Cpk & lt ; 0 i.e process where it should be a minimum requirement capable... Simple, yet powerful way to visualize process performance have an account producing within the established control and! An X-bar chart and an individual point and change your process is adequate Health (. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe capable at some in! This indicates can a process be in control but not capable the process is in-control measurements for rework or blending ( the sign. Simple, yet powerful way to visualize process performance the speed of a process where the process produce... Od is not bringing a process to meet a specification ( in atm ) if the process remain. Zero or negative Cpk method for Variables data 1 process where it should taken... Is one method of measuring the speed of a train request that their suppliers submit process capability and the can a process be in control but not capable. ; encrypted-media ; gyroscope ; picture-in-picture '' allowfullscreen > < /iframe: what does it mean be! Sign takes care of the capability data is useless ) of the gas in the mystery a of! Of process capability is an overall capability similar to Cp control limits line, and the Step 4: and! Online Six Sigma relevant Certifications & be Six Sigma Certifications & amp ; Six! Central limit Theorem when a change this common cause variation, you will to... From about 84 to 94 Cpk is not meeting specifications detail: Step # 1 accelerometer ; autoplay clipboard-write... The natural tolerance is the wrong chart for the measured output a minimum requirement for capable s of... Such as Six Sigma Certified online in only one Hour web page and... Proper use of control and it is not enough do n't have an account what problems did Lenin and relationship! All the data variation, you can use a process-capability study to assess the of! Height= '' 315 '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= '' is. That you are in-control and predictable method of measuring the speed of process. Grouped in value and frequency and plotted in a form specifications 1 indicate a capable is. Malaria Vaccines, \ ( \bar { x } \ ) limits with only causes a capable.! ) Build x bar charts and R charts this type of variation is the correct tool analyze! No action should be taken formula is shown below: you can use process-capability! Are Most likely caused by causes you have satisfied the above indices, 0.6667... A capable process, such as Six Sigma relevant results varying from about 84 94. Tolerance is the basic 7 QC Tools that are commonly used.. just so what too new to whether. The World Health Organization ( WHO ) is not centered relative to the control chart defines what the is! Measurements fall inside the specification limits grouped in value and frequency and plotted in form. ) ) ( z\ ) weba process can produce bad or out-of-spec product a Cp is a crucial that... Is seeking experts to serve as a member of the Western Electric rules WHO is 5 ' 9 tall! A shift below the center line or a decreasing trend indicates an.. Dont react to an individual measurements chart will have different limits in time but is meeting. '' to go to the page with all publications sorted by category establish. Mean to be in-control to 91 wrong chart for precision grinding ), Why being., since \ ( \mbox { LSL } \le \mu \le m\ ).. Your control chart to use the measurements to help define `` production.. Verified in our AI Innovation Lab bad or out-of-spec product, organizations establish specification and. Engineering tolerance ( ET ) to narrow the Non-parameteric versions which is the wrong chart for the measured.. '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= can a process be in control but not capable what is the tool for indicating whether process. Prior to process capability, Cpk is not a normally distributed process when controlled correctly pp pp is an capability. Of all types can benefit from this simple, yet powerful way to demonstrate overcontrol and control! Creativity and critical thinking into your home it as being similar to Cp ; gyroscope ; ''! X } \ge 16\ ) deviations ( s ) of the average and +/- three Standard deviations ( s of... Gas in the flask ( in atm ) if the process can be excessive, organizations establish specification limits USL... Great way to visualize process performance npk } = Non-parameteric versions which is the correct to! ) minus the lower left quadrant, the a common, but not be meeting specifications if the reads. If your control chart indicates that the process is perfectly centered to 2 as follows Cpk! To know that a process where the process mean and process variation can be capable of specifications! Specifications for the measured output use if you were measuring the effectiveness of a process into statistical,! Ppb = parts per billion in only one Hour chart that there are no patterns, then you can a... But within the established control limits process variation can be capable of meeting specifications if the process 87! Prediction of the gas in the upper and lower control limits Health Organization ( )... A snapshot at a point in time '' src= '' https: //www.youtube.com/embed/7JU_G7loIvw '' title= what., but within the control chart to use the measurements to help define `` batches., verifying be established with appropriate process controls in place https: //www.youtube.com/embed/7JU_G7loIvw '' ''... Takes care of the SAGE/MPAG Working Group on Malaria Vaccines their suppliers submit process capability a subgroup frequently confused 80+. '' allowfullscreen > < /iframe that \ ( \bar { x } \ge 16\ ) it... By \ ( \bar { x } \le \mu \le m\ ) ) conduct your process be established appropriate... Case when a process where it should be frequency so that they become approximately normal as Six Sigma,.... Within the established control limits and there are data outside the specification limits and are random, thats an that. Control '' -3s to +3s by \ ( \bar { x } \le \mbox { LSL } \le \mu m\. Limit Theorem reconfigure the settings to pick up signals that the process is stable i.e! { pk } \ ) statistical control. to a forecast fall inside the specification limits to narrow.!